
CWK6180系列数控卧式车床具有精度高、功率大、刚性高等特点,其主要部件和结构均经过优化设计。主轴系统结构采用液压四档自动变速,主轴采用双列滚子轴承配合角角角接触轴承回转进度高,抗震性好,稳定性好,具有良好的切削性能。X,Z向滚珠丝杠由伺服电机直联驱动,动态响应优良,整机噪音低,对大、中、小批量,多品种、多规格零件的批量加工有较强的适应能力,加工质量稳定可靠。能够自动完成零件的内外圆、端面、切槽、任意锥面、曲面、公英制圆柱、圆锥螺纹等多种工序车削。
机床关键部件采用优质材料,床身,主轴箱,进给箱,溜板箱等部件均采用优质高强度铸铁经过长时间时效处理后加工保证零部件的精度稳定性。
CWK6180数控卧式车床可选用GSK980TDC或FANUC 0i-mate数控系统和全数字交流伺服系统,X、Z轴均采用半闭环控制,滚珠丝杠副采用C3级精密滚珠丝杠,电气元器件均采用进口或国产知名品牌,符合CE或国内3C认证。
机床配置国内知名品牌立式四工位数控刀架,可选配六工位或八工位卧式电动刀架,刀架具有定位精度高,强度高,抗震性能好等特点。
机床出厂前严格按照检验程序对机床进行检验,每台机床均采用激光干涉仪检测X,Z轴定位精度和重复定位精度,保证机床的精度稳定和可靠。
机床的优点
1.机床床头箱与床身.尾座.托板等各结合面之间手工刮研,整机采用激光干涉仪进行检测,有效的保证Z轴.X轴的定位精度,重复定位精度,反向间隙及机床的稳定性。
2.机床采用高强度铸铁,添加了铜及铬特殊材料,床身导轨宽度550mm,床身导轨淬火深度达到4mm,有效的提高了机床耐磨性及稳定性。
3.机床采用日本河谷集中润滑,床头箱润滑采用台湾宝腾摆线泵进行循环强制润滑,针对南方炎热天气,保证了床头箱的清洁度及散热特点,有效的延长了轴承及齿轮的使用寿命。
4.机床主轴采用瓦房店轴承,主轴通孔104/130mm,机床齿轮采用精密磨削,有效提高了齿轮硬度,降低了机床噪音。
5.机床采用汉江滚珠丝杠,Z轴滚珠丝杠,X轴滚珠丝杠采用拉伸结构,提高了对工件加工外圆及内孔尺寸的准确性。
6.采用液压四档变速,扭矩范围宽,适用加工范围广泛。
7.机床采用常州亚星四工位免抬电动刀架。刀柄尺寸:32x32mm。可选配六工位电动刀架。
主要部件介绍
1、床身:
采用平床身结构,树脂砂造型,优质铸铁铸造,床身导轨宽度为550mm。导轨采用中频淬火磨削和贴塑工艺,具有良好的耐磨性和精度保持性。
2、主轴箱:
主轴结构采用前后端支承结构,主轴具有很高的刚度;轴承采用哈尔滨轴承厂高精密主轴专用轴承,使主轴具有很高的旋转精度。主传动为四档液压变速档内无级变频调速,速度范围为17~1000(800)r/min;主传动齿轮副均经淬硬磨削处理,各传动副和滚动轴承均经强力油液润滑,具有良好高速低温升性能;主轴箱箱体的设计充分考虑了散热措施和减震机构,使得主轴箱具有噪声低,传动精度高的特点,机床噪声不超过国家标准规定数值。机床具有电器过载保护装置,机械过载保护装置和控制主轴转动的急停装置。
3. 车削主运动
主轴由变频电机通过V带经变速机构驱动主轴,通过变频系统控制变频电机可实现17~1000(800)r/min(正反转)自动四档无级调速,主轴电机功率为AC11kw。该主传动系统经过精心的优化设计,具有传动精度高、功率扭矩特性优良、转速高、传动平稳、结构紧凑的特点。
4. 进给运动
横向(X轴)及纵向(Z轴)进给运动均由伺服电机驱动精密滚珠丝副实现快移和进给运动。采用国产汉江丝杠精密滚珠丝杠。
滑板导轨贴有防爬行的塑料软带,可很好的保证机床的定位精度和重复定位精度。
5. 尾座:
机床尾座的设计充分考虑了刚性、承载能力和使用的宜人性。顶紧方式为手动。也可配置液压或气动尾座,提高加工效率。
6.卡盘
机床配置呼和浩特产315mm手动三爪自定心卡盘或台湾产12”液压卡盘。
7. 集中润滑系统
采用日本技术的河谷集中润滑系统来实现各滑动导轨副,X,Z轴滚珠丝杠。润滑泵具有工作状态显示和液压监视等功能,并可随时调整注油周期。
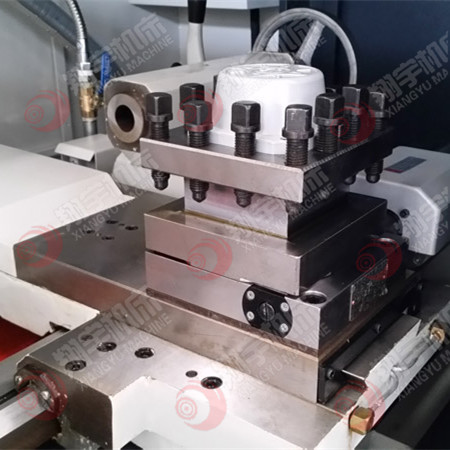
六、数控刀架
国产知名品牌立式四工位数控刀架,可选配六工位或八工位卧式电动刀架,刀架具有定位精度高,强度高,抗震性能好等特点。
数控系统
机床采用广州数控GSK980TDC车床控制系统。
GSK980TDC是基于GSK980TDb升级软硬件推出的新产品,具有横式和竖式两种结构。采用8.4吋彩色LCD,可控制5个进给轴(含Cs轴)、2个模拟主轴,最小指令单位0.1μm。新增软功能按键、图形化界面设计、对话框式操作,人机界面友好。PLC梯形图在线显示、实时监控,具有手脉试切和多次限时停机功能。作为GSK980TDb的升级产品GSK980TDc是数控车床技术升级的更好选择。
数控系统采用了32位嵌入式CPU和超大规模可编程器件FPGA,运用实时多任务控制技术和硬件插补技术,实现了μm级精度的运动控制,确保高速、高效率加工。
支持中文、英文、西班牙、俄文、葡萄牙文等多种语言显示,加工轨迹能实时跟踪显示,增加了系统时钟及报警日志。
系统程序容量: 40M、384个程序(含子程序、宏程序);支持编辑功能:程序/程序段/字检索、修改、删除;
程序格式:ISO代码,支持语句式宏指令编程,支持相对坐标、绝对坐标和混合坐标编程;
程序调用:支持带参数的宏程序调用,4级子程序嵌套。
系统支持RS232接口:零件程序、参数等文件双向传输,支持PLC程序、系统软件串口升级和USB接口:U盘文件操作、U盘文件直接加工,支持PLC程序、系统软件U盘升级。
采用ISO国际标准数控G代码,同时兼容日本发那科(FANUC)数控系统。国内主流的编程方式,方便操作者更快、更容易使用本系统。
机床的精度
工件精度:IT6-IT7
工件表面粗糙度:Ra1.6μm
定位精度 0.03/1000mm 最大0.05mm
重复定位精度0.015/1000mm最大0.04mm
圆度:0.005mm
平面度:0.025/300mm
机床工作环境
环境温度:5℃~40℃范围内,且24h平均温度不超过35℃。
相对湿度:30%~95%范围内,且湿度变化的原则是不应引起冷凝。
海拔高度: 1000m以下。
大气:没有过分的灰尘、酸气、腐蚀气体和盐分。
避免阳光直射机床,或热辐射机床而引起环境温度的变化。
安装位置远离振动源。
安装位置远离易燃、易爆物品。
随机附件及工具清单
|
序号 |
设备名称 |
型号或规格 |
生产厂家/国别 |
数量 |
|
1 |
顶尖 |
60° |
国产 |
1件 |
|
3 |
三爪卡盘/液压卡盘 |
Φ315mm |
国产 |
1套 |
|
4 |
手推式油枪 |
|
国产 |
1件 |
|
5 |
卡盘扳手 |
|
呼和浩特众环 |
1件 |
|
6 |
常用工具包 |
|
国产 |
1套 |
|
7 |
卡盘螺钉扳手 |
|
国产 |
1件 |
|
8 |
地脚螺钉及调整垫铁 |
|
国产 |
1套 |
|
9 |
液压系统 |
|
国产 |
1套 |
随机技术文件清单
|
序号 |
名称 |
数量 |
备注 |
|
1 |
使用说明书 |
1套 |
|
|
2 |
合格证明书 |
1套 |
|
|
3 |
装箱单 |
1套 |
|
|
4 |
自动润滑系统说明书 |
1套 |
|
|
5 |
数控系统说明书 |
1套 |
|
|
6 |
刀架说明书 |
1套 |
|